
Бесшовная нержавеющая труба сегодня имеет самое широкое применение. Ее конструкция представляет собой монолитное изделие, без традиционного для большиснтва труб сварного шва. Трубы такого типа изготавливаются из таких популярных марок стали как 12X18...
Наверное, многие знают, что полиэтилен был изобретен случайно. Полиметилен, первое название этого материала, был побочным элементом при опытах немецкого физика Ганса фон Пехмена. То белое воскоподобное вещество, который получил физик, было ни кому не нужно на протяжении 40 лет. И только после Первой мировой войны этот материал стал применяться в качестве изолятора для электрокабелей. Технология производства полиэтилена высокого давления была получена только в 1929 году. А еще через 5 лет полиэтиленовые пакеты стали самой популярной упаковкой в американских торговых сетях. Но, нас в этой статье больше интересует производства материала для ПНД труб.
Он был получен в середине прошлого века Полом Хоганом и Робертом Банки из корпорации Philips Petroleum. Они синтезировали триоксид хрома. Вещество, которое стало катализатором при производстве гранул полиэтилена. Именно благодаря этому стало возможным производство труб для холодной и горячей воды. Более прочные пластиковые трубы были получены с помощью добавление в технологический процесс таких материалов как галогениды титана и алюминийорганические соединения. Они дали возможность изготовления труб большей жесткости и прочности.
Технология производства труб ПНД
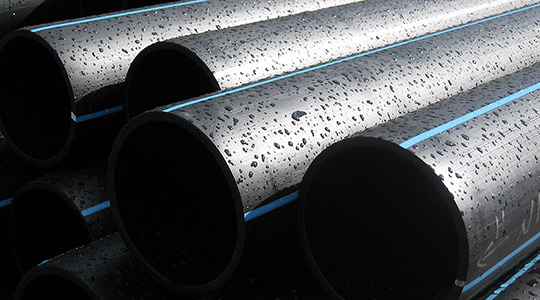
Трубы ПНД производятся на относительно небольшой площади. Линия занимает всего 100 м. Процесс производства труб ПНД начинается с загрузки гранул в экструдер. Там они нагреваются и пластиризуются. Расплавленный полиэтилен направляется к головке экструдера. Предварительно, с помощью системы решеток и сеток, жидкий полиэтилен фильтруется. Затем он благодаря канонической насадке равномерно загружается в матрицу будущей трубы. С помощью сопла со сжатым воздухом на выходе из матрицы стенки полиэтиленовой трубы охлаждаются. Труба вытягивается из экструдера с помощью специального механизма, захват которого равен диаметру трубы. Сразу после вытяжки происходит окончательное охлаждение трубы. Для этого в производственный процесс включаются форсунки распыляющие воду. Замер стенок трубы и их геометрии происходит при помощи бесконтактной измерительной системы, которая выводит данные на контрольный пункт оператору. Маркируется труба путем тиснения и печати в автоматическом режиме. С помощью подвижной гильотины труба нарезается на необходимые размеры и отправляется в склад готовой продукции.


