Лента ФУМ это материал, с помощью которого можно уплотнить резьбу в соединениях труб или арматуры. Эта лента производится из 4Д фторопласта. На специальной установке, жгут раскатывается до состояния ленты и полученный материал поставляется в специали...

Grinder (англ.) буквально – дробилка. Meat grinder это мясорубка, rock (stone) grinder – камнедробилка; stick (wood) grinder – садовая дробилка сучьев и прутьев в щепу. Но есть и значение слова grinder совершенно однозначное: в машиностроении и металлообработке это шлифовальный станок. Вещь на хозяйстве полезная. Напр., направить затупившийся нож мясорубки на бруске-оселке вручную невозможно. На ручной точилке для ножей – кое-как возможно, имея солидный рабочий навык. А на гриндере – без проблем. То же самое – если нужно отшлифовать деталь сложной формы, не нарушая ее профиля. Либо просто заточить ножницы или профессиональный нож. Разного рода резцы по дереву и металлу лучше всего править тоже на гриндере. Сделать же гриндер своими руками вполне возможно, не имея сложного оборудования и навыков работы на нем. По деньгам это будет означать экономию от 50-90 тыс. руб. до 3-6 тыс. USD.
Чтобы сделать гриндер самостоятельно, нужно будет заказать максимум 4-5 точеных деталей, а нередко бывает возможно обойтись вообще без токарки со стороны. Напр., как сделать простейший гриндер буквально из хлама, см. видео ниже:
Видео: ленточный гриндер своими руками из хлама
Или еще вариант, как сделать гриндер попрочнее и повыносливее из металлолома:
Видео: гриндер из металлолома
Диск или лента? И привод
Разновидностей шлифовальных станков в промышленности применяется едва ли не больше, чем токарных. Известный всем умельцам наждак – мотор с парой шлифовальных кругов (или одним кругом) – это тоже гриндер. Для себя в домашних условиях имеет смысл делать или дисковый торцевой (тарелочный), или ленточный гриндер. В первом абразив нанесен на вращающийся жесткий диск; во втором – на эластичную ленту, обегающую систему шкивов и роликов. Дисковый более подойдет для шлифовки простых деревянных деталей и грубой или средней чистоты – металлических. На ленточном гриндере возможно производить также точную и чистую доводку профилированных деталей сложной формы, в т.ч. крупногабаритных, см. далее.
Дисковый гриндер очень просто получается из того самого наждака или подходящего по мощности мотора, см. ниже. Нужно заказать переходник с вала электродвигателя под хвостовик тарельчатого шлифовального круга на металлической основе. Или под зажимной патрон, тогда на том же моторе можно будет соорудить мини токарный станок, см. рис.:

Самодельный дисковый гриндер
«Тарелка» подойдет изношенная: на обрез ее борта наклеивают диск из тонкого (4-6 мм) волокнистого пластика, а на него – абразив. Как сделать торцевой гриндер своими руками, см. след. ролик.
Видео: самодельный торцевой гриндер
Разница между дисковым и ленточным гриндером не только в возможностях использования. Если взять обычные домашние поделки, то для дискового гриндера хватит мощности привода в 250-300 Вт на валу. Для мелких деревянных деталей – и 150-170 Вт. Это мотор от старой стиральной машины, прямая (обычная) дрель или шуруповерт. А вот для ленточного гриндера понадобится движок от 450-500 Вт: трехфазный с батареями пусковых и рабочих конденсаторов. Если предполагается обрабатывать крупногабарит, то мощность мотора – от 1-1,2 кВт. Причем батареи конденсаторов для того и другого обойдутся ненамного дешевле самого движка.
Примечание: привод мощностью 100-200 Вт задействует ленточный мини-гриндер (см. далее) для точной правки ножей, шлифовки/полировки ювелирных изделий и т.п.
Дрель или шуруповерт как привод гриндера удобны и тем, что позволяют оперативно менять скорость движения абразива (см. далее) штатным регулятором частоты вращения. Нужно только, во-первых, сделать для дрели держатель, жестко фиксирующий инструмент. Во-вторых, упругую переходную муфту с дрели на хвостовик диска, т.к. добиться их точной центровки без специального оборудования сложно, а биение сведет на нет точность обработки и может повредить инструмент-привод.
Чертежи держателя дрели для использования ее как привода домашнего металлорежущего станка даны слева на рис.:
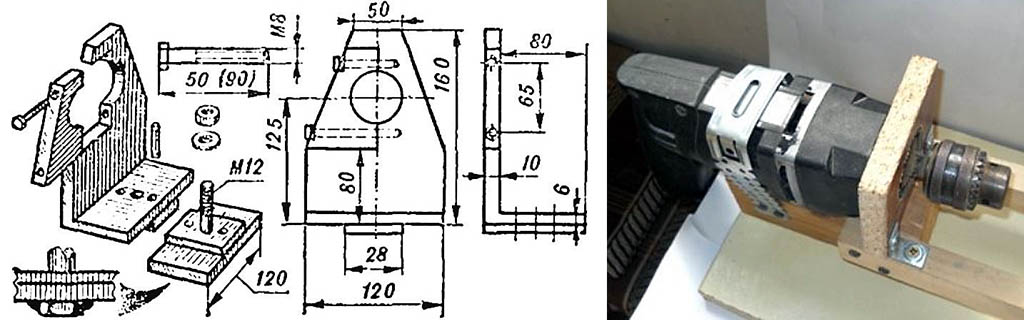
Чертежи держателя дрели для привода гриндера (шлифовального станка)
Поскольку ударные и нерегулярные знакопеременные нагрузки на привод в гриндере на порядок ниже, чем, скажем, в токарном станке, держатель дрели для него возможно сделать из твердого дерева, фанеры, ДСП, МДФ, справа на рис. Диаметр крепежного (большого) отверстия – по шейке дрели. Дрель весьма желательно использовать без ударного механизма и со стальной обечайкой на шейке (под установку передней рукоятки).
Муфта
Для переходной муфты понадобится отрезок стального прута (не обязательно точеный) того же диаметра, что и хвостовик приводного вала гриндера, и отрезок армированного ПВХ шланга (садового поливного) с просветом таким, чтобы туго натягивался на прут и хвостовик. Длина «свободного» шланга (между торцами прута и хвостовика в нем) – 3-5 см. Длина выступающей части прута должна быть достаточна для надежного зажима в патроне дрели. После сборки муфты на месте шланг на хвостовике и пруте туго затягивается хомутами; можно проволочными. Такая муфта полностью парирует расцентровку привода и ведомого вала до 1-1,5 мм.
Лента все же лучше
Ленточный гриндер позволяет делать все то же, что и дисковый, и многое другое. Поэтому далее мы сосредоточимся на том, как своими руками сделать именно ленточный шлифовальный станок. Любители, ориентируясь на промышленные образцы, делают гриндеры порой весьма замысловатые, см. рис.:

Самодельные ленточные шлифовальные станки
И это оправдано: конструкция и кинематика ленточного гриндера весьма пластичны, что позволяет с успехом использовать подручные материалы и старый металлохлам. Нужно только соблюдать 3 принципа:
- Не делайте так, как на втором слева фото рис.: лента абразивной стороной должна касаться только обрабатываемой детали. Иначе абразив съест и обводные ролики, и себя. Точность и чистота обработки на протяжении одной рабочей операции окажутся непредсказуемыми;
- Конструкция станка должна обеспечивать равномерное натяжение ленты независимо от характера производимой операции;
- Скорость движения ленты должна соответствовать характеру производимой операции.
Кинематика и конструкция
Как сказано выше, конструкций гриндеров существует множество. Соображая, из чего бы и как соорудить гриндер себе, лучше ориентироваться на промышленные образцы, предназначенные полностью механизированной для точной и чистой шлифовки крупногабаритных профилированных деталей: раз «шкурит» как надо лопасть пропеллера самолета или ветродвигателя, то и с любой другой работой справится.
Кинематические схемы гриндеров указанного назначения даны на рис.:
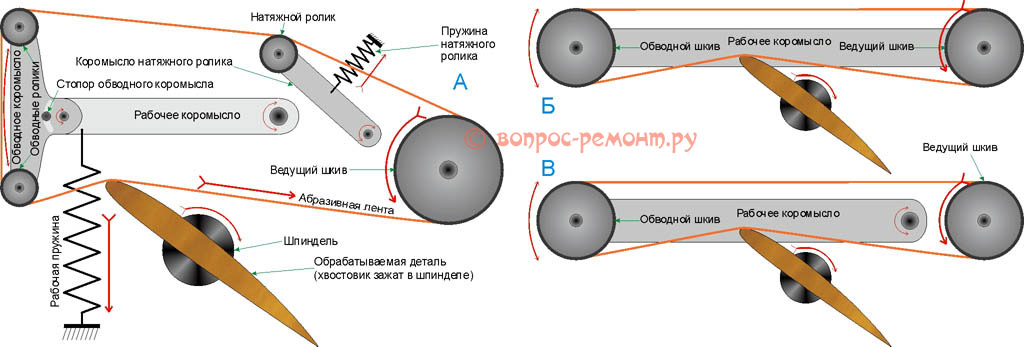
Основные кинематические схемы ленточных шлифоавльных станков (гриндеров)
Поз. А – самая сложная и совершенная, с тремя коромыслами. Если длина коромысла натяжного ролика прим. в 2 раза меньше, чем рабочего, то, регулируя натяжение пружин, можно добиться равномерного натяжения ленты при ходе рабочего коромысла на 20-30 градусов вверх и вниз. Наклоном обводного коромысла, во-первых, станок перенастраивается под ленты разной длины. Во-вторых, таким же образом можно оперативно менять натяжение ленты для разных операций. Рабочей ветвью ленты может быть любая, кроме сбегающей с ведущего шкива до натяжного ролика, т.е. гриндер с 3-мя коромыслами одновременно и горизонтальный, и вертикальный.
Схема с соосно качающимся коромыслом (поз. 2) проще, дешевле и по точности обработки не уступает предыдущей, если длина коромысла между осями – не менее 3-х поперечников обрабатываемой детали. Чтобы на сбить профиль шлифовкой, ход коромысла ограничивают упорами в пределах 10 градусов вверх-вниз. Прижим ленты к детали чаще всего гравитационный, под весом коромысла с обводным шкивом. Натяжение ленты возможно в некоторых пределах оперативно менять, подтянув коромысло вверх слабой регулируемой пружиной, отчасти компенсирующей его тяжесть. Гриндер данной схемы может работать как шлифовальный для мелких деталей с придвижного столика. В таком случае коромысло жестко фиксируется горизонтально, а рабочей поверхностью ленты будет обегающая обводной шкив. По схеме с соосным коромыслом сделан, напр., достаточно популярный гриндер BTS50. Недостатки схемы, во-первых, технологически сложный соосный с ведущим валом шарнир коромысла. Во-вторых, необходимость в эластичной ленте: если сделать обводной шкив скользящим подпружиненным, точность обработки падает. Этот недостаток при обработке мелких деталей полностью устраняется дополнительным натяжным роликом, см. далее.
Схема с одним несоосным коромыслом в промышленности используется довольно редко, т.к. в принципе не позволяет добиться равномерного натяжения ленты. Однако дает точность, вполне достаточную в домашних условиях и позволяет построить очень неплохой простой гриндер.
Что на что годится
Теперь посмотрим, что возможно «выжать» из той или иной схемы с точки зрения мастера-любителя. А потом попробуем разобраться, как бы самому сделать ленту для гриндера и обойтись без заказных точеных деталей.
3 коромысла
Грамотные любители свои гриндеры строят как раз по схеме с 3-мя коромыслами, слева на рис. ниже. Лопасти пропеллеров шлифуют далеко не все, но в этом случае действует другое достоинство данной схемы: если гриндер используется как вертикальный, то рабочая ветвь ленты – упругая. Это позволяет умелому мастеру, допустим, наводить режущие кромки и лезвия буквально с микронной точностью.

Самодельные и промышленного изготовления ленточные гриндеры
В промышленных гриндерах для домашнего пользования схема с 3-мя коромыслами применяется также широко (в центре) по тем же причинам. Повторение их своими руками в большинстве случаев вполне возможно. Напр., чертежи популярного за рубежом гриндера KMG можно скачать по ссылке.
Размеры, правда, дюймовые — машинка американская. Для привода в любом случае возможно использовать угловую дрель-болгарку (справа на рис., вполне подходит по мощности) с самодельным шкивом и роликами, см. далее.
Примечание: если будете делать стационарный привод, постарайтесь раздобыть асинхронный мотор на 2-3 скорости от негодной стиралки с горизонтальным баком. Его преимущество – небольшие обороты. Это дает возможность сделать ведущий шкив большого диаметра и тем самым исключить проскальзывание ленты. Проскок ленты в работе – почти наверняка испорченная деталь. Большинство стиралок с 2-3 скоростными асинхронными моторами на 220 В – испанские. Мощности на валу – 600-1000 Вт. Если набредете на такую, не забудьте и о штатной фазосдвигающей конденсаторной батарее.
Соосное коромысло
В чистом виде гриндеры с соосным коромыслом любители не делают. Соосный шарнир штука сложная, эластичную ленту самому не сделать, а покупная стоит дорого. Гриндеры с соосным коромыслом дома используют чаще всего в варианте для мелких точных работ со столика, т.е. с жестко закрепленным горизонтальным коромыслом. Но тогда и надобность в коромысле как таковом отпадает.
Примером может служить мини гриндер, чертежи которого даны на рис.:
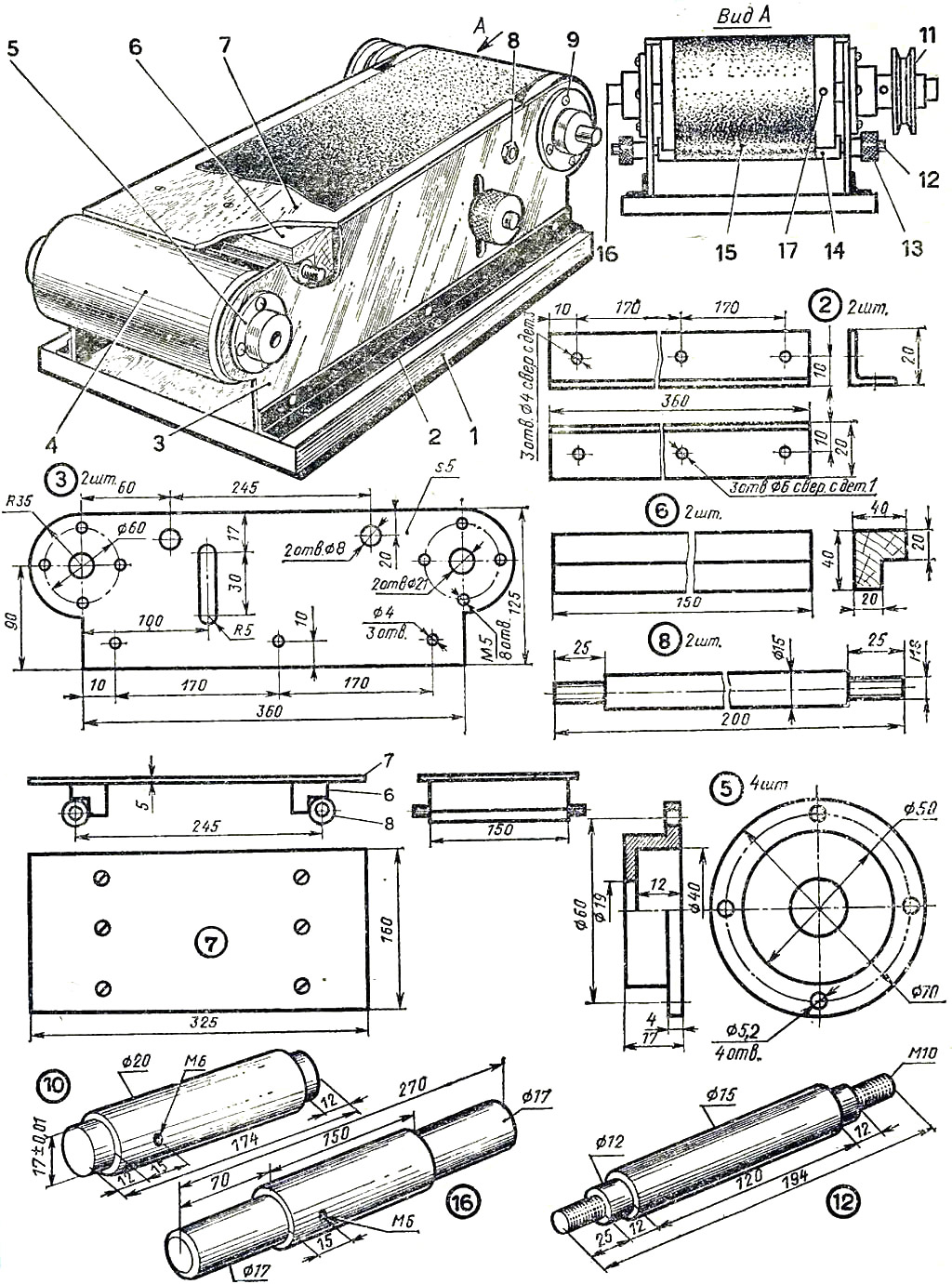
Чертежи мини-гриндера для мелких точных работ
Его особенности, во-первых, накладная постель для ленты (поз. 7), что значительно расширяет возможности использования. Напр., железка рубанка правится на этом гриндере с угловым упором буквально сама по себе. В данном случае гриндер работает, если можно так выразиться, как самодвижущийся оселок (наждачный брусок). Убрав постель, получим гриндер с упругой лентой для точной шлифовки/полировки округлых мелких деталей. Во-вторых, натяжной вал (поз. 12). Зажав его с пазу гайками, получим относительно фиксированное натяжение ленты для работы с постелью. А отпустив гайки, переводим гриндер в режим гравитационного натяжения ленты для тонких работ. Привод – не обязательно через шкив (поз. 11). Можно закрутить прямо за хвостовик ведущего вала (поз. 16) от дрели через переходную муфту, см. выше.
Специализированный инструментальный гриндер (напр., для наведения и правки токарных резцов) вообще теряет всякое подобие исходной схеме. Мотор для него берут высокооборотный (мощности 200-300 Вт хватит). Ведущий шкив, соответственно, малого диаметра. Обводной шкив, наоборот, делают побольше и потяжелее, для инерции. Все это вместе позволяет уменьшить биения ленты. Натяжной ролик с той же целью, плюс для большей равномерности натяжения ленты, отводят подальше и подпружинивают длинной не очень сильной пружиной. Как сделать гриндер для обработки резцов, см. в ролике ниже.
Видео: гриндер для изготовления резцов
Одно коромысло
В любительской практике гриндеры с несоосным коромыслом хороши тем, что для них вообще не нужны точные детали. Напр., шарниры можно делать из карточных петель. В то же время точность обработки остается достаточной для обычных любительских запросов.
Исходную схему в данном случае тоже модифицируют: коромысло поворачивают на 90 градусов, относят вверх и подпружинивают, слева на рис. Получается простой вертикальный гриндер. И, что немаловажно – без проблем работающий с самодельной нерастяжимой лентой. Обеспечивать натяжение ленты может пружина как растяжения (в центре), так и сжатия. Сила ее не суть как важна, лишь бы лента в процессе работы не прогибалась чрезмерно. Никаких регулировок на время пользования не требуется.
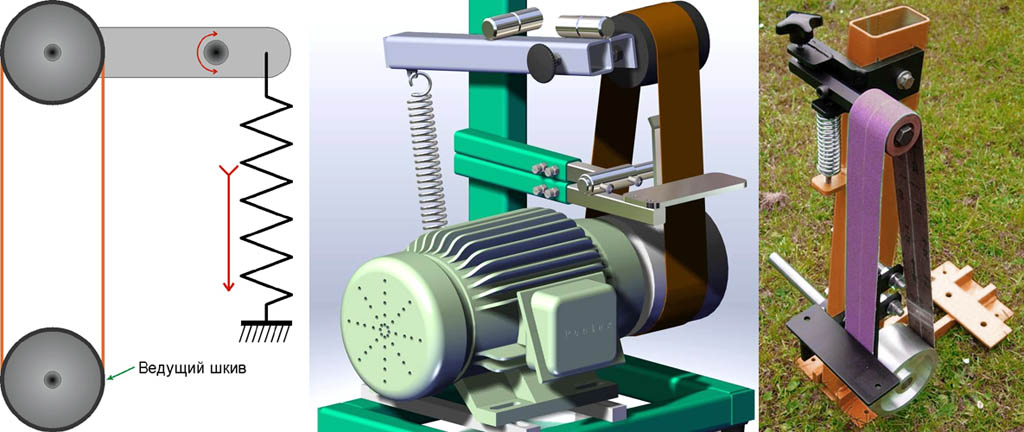
Как устроен простой вертикальный гриндер
Расходники и детали
Единственный расходный материал для ленточного гриндера – лента (не считая смазки для подшипников и шарниров. Ленту можно заказать нужной длины (см. в конце), но можно сделать и самостоятельно из наждачной шкурки на текстильной основе. Весьма желательно – гибкой, непропитанной. В целом процедура изготовления ленты для гриндера своими руками такова:
- Отрезаем заготовку – полосу нужной длины и ширины.
- Готовим оправку (не обязательно круглую) длины по образующей немного меньше длины ленты.
- Обводим оправку заготовкой изнанкой наружу.
- Подводим концы заготовки точно встык и надежно закрепляем.
- Кладем на стык обломок клеящего стерженька для термоклеевого пистолета.
- Греем строительным феном, пока клей не расплавится.
- Накладываем на стык латку из тонкой ткани.
- Прижимаем чем-то жестким через тефлоновую пленку, пока клей не застынет.
Тут есть три существенных момента. Первый – вместо ткани на латку использовать шероховатую пленку из ПЭТ толщиной 25-50 мкм (продается). Она очень прочна, а попробуйте-ка провести пальцем по бутылке из ПЭТ. Не очень-то скользко? Шероховатую ПЭТ-пленку под натяжением не протянешь и по полированному металлу. И вместо латки лучше заклеить изнанку ленты сплошной полосой пленки ПЭТ с нахлестом на 2-3 см. Биение ленты будет не больше 0,05-0,1 мм. Это меньше, чем от тончайшего миткаля и даже меньше, чем погрешность толщины шкурки-заготовки.
Второй – готовую ленту заправьте в станок и шлифаните ею без сильного нажима что-то непотребное. Рубчик на шве слижется, и лента станет не хуже фирменной.
Но самое главное – по эластичности лучший клей для склеивания ленты гриндера не дорогой и сложный в использовании термо- или монтажный, а обычный ПВА. Если же лента оклеена подкладкой по всей длине изнанки, то и ее прочности на ПВА хватит с избытком. Как слеить ленту для гриндера ПВА, см. ролик
Видео: склеивание ленты для гриндера клеем ПВА
Шкив
Образующая (боковая поверхность в разрезе) ведущего шкива гриндера должна быть прямолинейной. Если использовать шкив-бочку, то лента изогнется корытом по всей длине. Не допускают ее сползания ролики, см. далее, а вот образующая шкива должна быть прямой.
Шкив для гриндера, не предназначенного для особо точных работ, во-первых, не обязательно должен быть точеным. В схеме с 3-мя коромыслами биение ленты от его расцентровки погаснет на роликах, прежде чем дойдет до рабочей ветви. В простом вертикальном гриндере биение ленты в достаточной степени погасит натяжная пружина. Поэтому шкив для гриндера вполне возможно сделать без станка, см. видео:
Видео: ведущее колесо на гриндер без токарного станка
Второе – шкив, ролики и вообще все детали домашнего гриндера вполне допустимо делать из фанеры. На производстве это, безусловно, не вариант, даже если фанерный гриндер предложат даром с доплатой: шлифовщику зарплата нужна, а деревянный гриндер в цеху полностью износится, прежде чем окупит ее и себя. Но вы-то дома не будете гонять гриндер день изо дня в 3 смены. А по фанерному шкиву никакая лента не проскальзывает. В т.ч. самодельная. Так что можете смело делать шкив гриндера из фанеры:
Видео: шкив для гриндера из фанеры
Гораздо важнее правильно рассчитать диаметр шкива по оборотам мотора и требуемой скорости движения ленты. Слишком медленно бегущая лента будет рвать обрабатываемый материал; слишком быстрая – сама сотрется, толком ничего не обработав. В каком случае какая скорость ленты нужна это особый разговор, и очень непростой. В общем, чем мельче абразив и тверже обрабатываемый материал, тем быстрее должна двигаться лента. Как зависит скорость ленты от диаметра шкива и оборотов мотора, см. рис.:
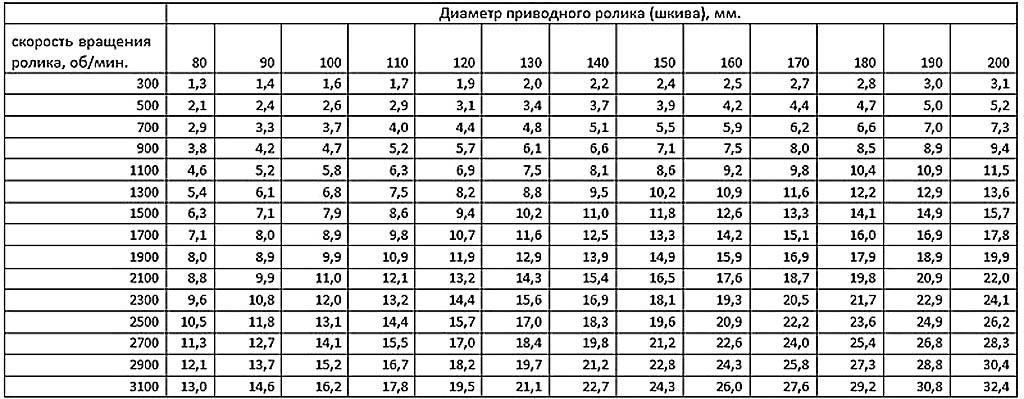
Таблица расчета скорости движения ленты гриндера по диаметру шкива и оборотам мотора
К счастью, для большинства пар абразив-материал допустимые пределы скорости движения ленты довольно широки, поэтому шкив для гриндера можно подобрать проще:
Видео: какое колесо нужно для ленточного гриндера
Ролики
Ролики гриндера, как ни странно на первый взгляд, самые ответственные его детали. Именно ролики удерживают ленту от сползания и обеспечивают ее равномерное натяжение по ширине. Причем ролик в кинематике может быть всего один, см. напр., видео выше о гриндере для резцов. Справятся с такой задачей только ролики-бочонки, см. ниже. Но «корыто» ленты после любого ролика должно распрямиться, прежде чем дойдет до рабочей зоны.
Ролики с ребордами (бортиками, закраинами) ленту не удержат. Дело тут не только и не столько с перекосе осей роликов: лента гриндера, в отличие от приводного ремня, должна выдерживать, не сползая, нагрузки от обрабатываемых деталей. Если сделать ролики с ребордами, то, чуть прикоснулся чем-то к ленте, она наползет на реборду. В гриндере нужно применять ролики-бочонки Тип 3 (выделено красным слева на рис.).

Какими должны быть ролики для гриндера
Там же даны размеры роликов Тип 3. Диаметр роликов желательно брать не более 0,5 ширины ленты (чтобы «корыто» не ушло далеко), но не менее 20 мм стальных точеных и не менее 35-40 мм фанерных. Натяжной ролик (вероятность сползания ленты с него наибольшая), если с него не сходит рабочая ветвь ленты, может быть диаметром 0,7-1,2 ее ширины. Фанерные ролики делаются в виде толстой обечайки, в которую запрессовывается подшипник; затем ролик насаживается на ось (в центре на рис.) и обрабатывается вчистую, см. напр. след. видео:
Видео: ролик-бочка для гриндера
Выточить ролик-бочку профиля точно по ГОСТ может и на станке не всякий токарь. Между тем есть способ сделать ролики для гриндера без существенных затруднений. Выручит все тот же садовый армированный ПВХ шланг, справа на рис. ранее. На заготовку ролика с прямой образующей туго натягивают его отрезок и обрезают с запасом по краям в толщину стенки шланга. Получается ролик со сложным профилем образующей, еще лучше удерживающий ленту и дающий меншее ее «корыто». Не верите? Постарайтесь попасть на кладбище самолетов или ракет и покопаться в них. Вы найдете ролики с точно таким же профилем образующей. Просто в массовое производство роликов сложного профиля гораздо дороже, чем бочек Тип 3.
И еще вариант
Все ответственные детали гриндера – цельную ленту, шкивы с покрытием, исключающим ее проскальзывание, ролики – можно приобрести по отдельности. Обойдутся они не так уж дешево, но все-таки не в тысячи заграничных и не в десятки родных «косух». Остальные детали гриндера, либо плоские, либо из профтруб, изготавливаются с помощью обычной настольной сверлилки или дрели. Вот где можно заказать детали для гриндера:
- http://www.cora.ru/products.asp?id=4091 – лента. Делают длины и ширины по желанию заказчика. Консультируют по абразивам и режимам обработки. Цены приемлемые. Срок доставки – вопросы к Руспочте.
- http://www.equipment.rilkom.ru/01kmpt.htm – запчасти (комплектующие) к шлифовальным станкам. Есть все, цены божеские. Доставка – см. пред.
- http://www.ridgid.spb.ru/goodscat/good/listAll/104434/ – то же, но иностранного производства. Цены дороже, доставка так же.
- http://www.pk-m.ru/kolesa_i_roliki/privodnye_kolesa/ – приводные колеса. Можно найти подходящие для гриндера.
- http://dyplex.by.ru/bader.html, http://www.syndic.ru/index.php?option=com_content&task=view&id=36&Itemid=36 – запчасти для гриндеров. Ленты на заказ не делают – выбирайте по каталогу. Ролики без осей; оси продаются отдельно. Качество безупречное, но все очень дорого. Отправка – в течение 2-х недель до границы. Потом – таможня их, таможня наша, Руспочта. Итого ок. 2 мес. Может не дойти, если какой-то тамошний чинуша сочтет товар санкционным. В таком случае с возвратом проплаты проблем нет за полным отсутствием для рядового гражданина реальных возможностей получить таковую.
В целом же, если вы мастер-любитель и гриндер нужен вам эпизодически, лучше сделать его целиком своими руками. Если же вы ИП и пользуетесь гриндером постоянно, а цена «настоящего» кусается, то оптимальным будет собрать свой с использованием готовых ответственных деталей.